Contact us
You can contact us using any
of the methods below.
Unit 3 Durham Lane
Armthorpe
Doncaster
South Yorkshire DN3 3FE
England
+44 (0)1302 836010
+44 (0)1302 831555
sales@npfasteners.com


All rights reserved
© Northern Precision Ltd.
NORTHERN PRECISION LTD
Accreditations
Northern Precision Ltd operate a quality management
system in accordance with ISO 9001.
The ISO 9001 standard is recognised worldwide and
you can be assured of the benefits of working with a
certified company knowing that our management
systems are constantly assessed and improved.

Regulatory
RoHS|WEEE Compliance
REACH Compliance
Conflict minerals
statement
Environmental Policy
Opening Hours
Mon - Fri 08:00 - 17:00



Registered in England & Wales
Company number 3275391
V.A.T Registration number
GB 684 1384 17



NORTHERN PRECISION LTD



Specialist Fasteners
for Sheet Metal
+44 (0) 1302 836010
+44 (0) 1302 831555
Tel:
Fax:
sales@npfasteners.com









Quality
Service
Reliability














































Taper T
A
B
C





0.5x45°
30°
D
E
R0.2




Sharp
corner


Polished
surface

Ejector
sleeve



Thread
Size
M2
M2.5
M3
M3.5
M4
M5
M6
M8
M10
T
Inclusive
6°
5°
4.5°
4.5°
4.5°
5°
5.5°
6°
6°
C
3.00
3.50
4.00
4.70
5.40
6.00
8.00
10.00
12.00
A
+0.000
-0.025
1.550
2.000
2.450
2.850
3.250
4.150
4.950
6.700
8.400
B
+0.0125
-0.0125
2.300
2.800
3.125
3.750
4.425
5.125
6.600
8.500
10.500
D
+0.04
-0.02
0.80
0.90
1.05
1.30
1.55
1.70
1.80
2.00
2.10
E
+0.10
-0.10
2.65
3.00
3.40
4.55
5.00
5.55
6.15
9.00
9.70




MOULD PIN DETAIL
It is important that accurately produced mould pins are used with this insert to retain the insert prior to moulding,
to facilitate accurate location and to prevent the ingress of material during the moulding process.
The dimensions shown should be used for the head of the mould pin. Ejector sleeve detail shown for reference
only.
Material & Finish
Brass (B)
Stainless Steel (A2)
Part Number Examples
Part number is made up as follows:
(Type)-(Thread)-(Material code)
For example:
FTI-M5-B (Blind Mould-In Insert for plastics-M5-brass)
FTI-M8-A2 (Blind Mould-In Insert for plastics-M8-stainless steel)

Downloadable Data Sheet
Back
Installation
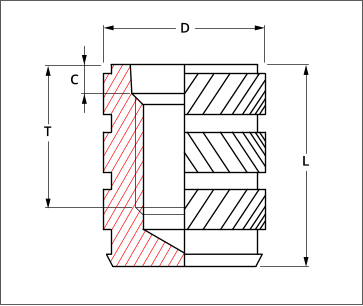
Dimensional




Thread Size
M2 x 0.4
M2.5 x 0.45
M3 x 0.5
M3.5 x 0.6
M4 x 0.7
M5 x 0.8
M6 x 1.0
M8 x 1.25
M10 x 1.5
L
5.5
6.4
7.3
9.2
10.2
11.2
14.4
16.5
17.9
D
3.4
4.3
4.7
5.5
6.3
7.3
9.8
11.4
13.8
C
1.0
1.2
1.3
1.6
1.8
2.0
2.0
2.3
2.4
T Min.
3.6
4.0
4.6
6.0
6.7
7.4
8.1
11.1
11.9



Info
This blind ended insert has been specifically designed for mould-in applications.
It utilises three opposed helical knurled bands and three deep recesses to achieve extremely high levels of pull-out
and torque-out resistance. Ingress of plastic during moulding is prevented by the closed end and the use of a mould
pin and mating counter bore in the open end.
A mould pin must be used with this insert to facilitate accurate location and to prevent the ingress of material
during the moulding process.

BLIND MOULD-IN
INSERT FOR PLASTICS