


Self-Clinching Fasteners
Broaching Fasteners
Arnold & Shinjo Fasteners
Rivet Bushes
Rivet Nuts
Weld Fasteners
Cage Nuts
Blind Rivets
Inserts for Plastics
Inserts for Stone, Solid
Materials, Composites &
Sandwich Panels
Crown-Nuts
Fast-Con
Installation Equipment
Turned & Cold Formed
special parts made to order
Bespoke fastener design &
development
Fastener & Application
testing
Technical support
ISO 9001
RoHS|WEEE Compliance
REACH Compliance
Conflict minerals
Environmental Policy



SERVICES & SUPPORT


Clinch Nuts
Flush Nuts
Blind Nuts
Miniature Nuts
Nyloc Nuts
Locking Nuts
Floating Nuts
Flush Head Studs
Flush Head Studs for
Stainless Steel
Reduced Flush Head Studs
Thin Panel Non-Flush Studs
High Strength Studs
Thin Panel High Strength
Studs
Flush Head Pins
Flush Head Tapered Pins
Concealed Head Studs
Through & Blind Standoffs
Grounding Standoffs
Thin Panel Standoffs
Quick Release Standoffs
Keylock Standoffs
Concealed Head Standoffs
Flush Panel Screw Assembly
Panel Fasteners
Phillips Head Panel Fasteners
Low-Profile Panel Fasteners
Plunger Assembly
Self-Clinching fastener
Do’s and Don’ts
Self-Clinching fastener
problem solving guides
Self-Clinch in harder panels



NORTHERN PRECISION LIMITED
Specialist Fasteners
+44 (0) 1302 836010
sales@npfasteners.com




Contact us
You can contact us using any
of the methods below.
Unit 3 Durham Lane
Armthorpe
Doncaster
South Yorkshire DN3 3FE
England
+44 (0)1302 836010
sales@npfasteners.com


All rights reserved
© Northern Precision Ltd.
NORTHERN PRECISION LTD
Accreditations
Northern Precision Ltd operate a quality management
system in accordance with ISO 9001.
The ISO 9001 standard is recognised worldwide and
you can be assured of the benefits of working with a
certified company knowing that our management
systems are constantly assessed and approved.

Regulatory
RoHS|WEEE Compliance
REACH Compliance
Conflict Minerals Policy
Environmental Policy
Opening Hours
Mon - Thu
08:00 - 17:00
Fridays
08:00 - 16:30


Registered in England & Wales
Company number 3275391
V.A.T Registration number
GB 684 1384 17


When installing our self-clinching fasteners, providing all technical requirements are met and installation
instructions are followed, you shouldn’t have any issues.
There are so many permutations of fastener type, size, panel material characteristics, hole preparation,
installation and tooling configuration that it is impossible to cover absolutely everything here. This is the
reason we state that the performance figures given for our fasteners are offered as guidance only.
Installing self-clinching fasteners in harder panels presents its own set of challenges and potential issues, so
it is important to stay within recommended limits, follow the installation instructions and use the correct
punch and anvil for each fastener.



Problem
Tight threads, poor performance. Part falls out of panel.
Cause
The panel is above the recommended hardness limit for the fastener.
Solution
For correct installation, self-clinching fasteners need to be harder than the panel
material they are being installed into. You must pay attention to the maximum
panel hardness limitation for the specific fastener type you are installing.


Fastener deformed,
bulging sides and tight
threads. Limited
displacement
of panel material.
A guide of Do’s and Don’ts when installing self-clinching fasteners can be found here.
A range of common issues, causes and solutions when installing self-clinching fasteners can be found here.
Fastener Material vs Maximum Panel Hardness


Fastener Material
Max. Panel Hardness
Aluminium
Unhardened Steel
300 Stainless Steel
Hardened Steel
Hardened Stainless Steel
HRB 50
HRB 60
HRB 70
HRB 80 - 85*
HRB 88 - 92*
* Dependent on fastener type
Typical panel hardnesses
Panel Material
Panel Hardness
5052-H32 Aluminium
Cold-rolled Steel
6061-T6 Aluminium
Annealed 304 Stainless
Steel
High Strength Low Alloy
Steel (HSLA)
HRB 15 - 30
HRB 40 - 75
HRB 50 - 55
HRB 80+
HRB 80-85 Properties vary
so testing is recommended
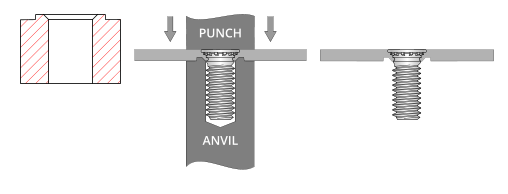
It is important to understand how self-clinching fasteners work.
The fasteners serrated clinching ring, knurl, ribs, or hexagon head is pressed into the panel surface,
displacing material into a specially designed annular recess in the body, shank or pilot of the fastener. The
metal displaced into the undercut secures the fastener against axial movement (push-out), while the
knurling, ribs or non-round head resists rotation (torque-out).
Due to the requirements of this process, metal panels into which the fastener will be installed must have
adequate ductility to allow the displaced panel material to cold flow into the undercut without fracturing.
Also, the host metal panel must always be sufficiently softer than the fastener to prevent fastener
deformation during installation and provide the required performance in service.
Some important points to consider when installing self-clinching fasteners in stainless steel panels.
•
The panel must meet the minimum thickness recommended for the fastener.
•
Specify the proper stainless alloy for fastener installation into stainless steel panels. A common
misconception is that all stainless self-clinching fasteners can be installed in all stainless steel panels.
This is not true. Standard stainless self-clinching fasteners made from 300 series stainless cannot be
installed in 300 series stainless panels, because of the hardness differential between fastener and
panel. Only 400 series stainless or parts made from precipitation hardened stainless are suitable for
installation in stainless steel panels.
•
Make sure your selected fastener material meets the required corrosion requirements.
•
The panel material should be in the annealed condition.
•
Make sure that the mounting hole is the specified size for the fastener you are installing. Maintain the hole
punch diameter to no greater than +0.025 mm over the minimum recommended mounting hole. Make
certain that hole punch is kept sharp to minimize work hardening around hole.
•
Always install from the punch side of the panel.
•
Is is important that the fastener is not installed adjacent to bends or other highly cold-worked areas, as
localised work hardening can mean that panel material hardness around the hole can be above the
hardness limit of the fastener.
•
Make sure you have determined the optimum installation force for the application by testing prior to
production runs.
Some fasteners may call for
an anvil with a staking ring
to act as a second displacer.
It is important that this type of anvil is used when
installing into stainless steel panels to ensure correct
installation and optimal performance.
SELF-CLINCHING FASTENERS
INSTALLING IN HARDER PANELS